







Editor

To ensure all parts moving to forming and welding departments are efficiently and safely cleared of burrs after laser cutting, JVC Precision invested in two LISSMAC deburring machines: the SBM-L 1500-G1S2, and the SBM-XS – 300- G1E1.
Orillia, Ont.-based JVC Precision has grown steadily since its founding in 2007 by father/son duo John and Michael van Campen. From its beginnings as a job shop, JVC’s capabilities expanded and gradually the company found its market niche. In 2017, JVC first ERP system in a drive toward streamlining order management and better understanding JVC’s customer mix.
That implementation helped begin a process of honing the company’s strategy and investing in the tools that could help emphasize the “precision” in the name JVC Precision.
“The tighter business processes and the greater focus on growing the business has had quite an effect on our customer base,” noted Carl Robb, sales manager at JVC Precision. Robb joined the company two years ago, making a shift from the aerospace industry to take on a management role at JVC.
“We’ve been actively focusing on customers who fit within our product focus area and company values, which has reduced the number of customers we work with but ensured we are better equipped to serve our key accounts,” said Robb. “We’ve actually reduced the number of customers we deal with by more than 50 per cent in the past five years. This helps us focus on those core customers and growing with them. It has been good for us to dedicate our engineering resources to those accounts and firm up our value proposition to the marketplace.”
Five years ago, JVC had taken some contract manufacturing and assembly jobs, but realized it was not a great fit. Now, it’s steadily focusing on small to medium-sized weldments and subassemblies, which better fit its experience and capabilities.
“We are focusing on work doing subassemblies for OEMs serving the mining and forestry industry,” said Robb. “The finish and tolerance expectations are very high for these products. We also do quite a bit of work for customers in the automation industry local to us, building cabinets and sensor brackets and other components that end up in automation systems. Those require quality surface finishes and precise part tolerances as well.”
Doing more with less is the mantra for most shops today; it can be hard to find employees, but also the precision expected of finished parts is better suited to automated processes anyhow. JVC has been looking at investments that can increase production speeds without creating labour bottlenecks along the way.
The first key to the puzzle was to invest in a new laser to increase blank production. The shop had previously operated a Mitsubishi CO2 laser. Recently, it invested in a Mitsubishi GFX series 10-kW fibre laser.
“The speed of production on that machine is probably six times that of what we could expect from our last CO2 laser,” said Robb. “It also features technology like collision avoidance and slug destroy to improve efficiency and reduce downtime. With the same bed size as our CO2 laser, we are producing exponentially more.”
Robb noted that, when operating the laser at its highest production rate, using shop air instead of oxygen for shielding created a deburring issue.

“We added a Bluco D28 weld positioner, which has been a huge help to us for welding lower-volume parts in the 100 to 400 lb. range that require a lot of precision alignment and manipulation during fitting,” said JVC Sales Manager Carl Robb.
“If you run the laser a little bit slower you can avoid burrs altogether in some cases, but then that means you aren’t producing as quickly as is ideal,” he noted.
However, grinding parts by hand can be a serious bottleneck.
“There can be consistency problems when grinding with power tools,” he said. “Depending on how experienced the operator is, you can end up with parts that have been over-ground or that aren’t properly deburred. Beyond that, finding employees to do that repetitive work, day in and day out, can be a challenge.”
To manage the flow of parts, JVC invested in two LISSMAC deburring machines: the SBM-L 1500-G1S2, and the SBM-XS – 300- G1E1.
The SBM-L G1S2 is geared to larger part sizes (greater than 6 by 2 in.) and, in the configuration JVC has, it deburrs both sides of the part with each pass through the machine.
The SBM-XS-300- G1E1, in comparison, is designed for deburring smaller parts (greater than 1 by 1 in.) on both sides at the same time.
“We have large runs of parts that are smaller than 6 by 6 in. square,” said Robb. “The small machine is designed to ensure those parts do not need to be flipped over and run again in the process of being deburred. Being able to put large runs of parts through that machine helps to reduce labour and manpower while improving quality and consistency of finish. It was an essential addition to our processes to keep production flowing and maintain the quality finishes our customers expect.
“The big health and safety improvements realized from using the machines are reduced use of hand tools, including reduced dust as the machines have built in dust collectors. I would also say the units are much quieter than air-powered tools. There is also reduced handling of the parts, which means less risk for cuts and abrasions.”
JVC had a few meetings with its LISSMAC rep prior to selecting their machines to ensure it understood the possibilities, advantages, and limitations of both machines. JVC opted to run sample parts on the machines prior to purchase to evaluate cost per part based on the quantities they expected to process, and the edge quality on the completed parts. That was the ultimate litmus test.
With greater precision in cutting and bending (an area JVC already had upgraded with new equipment from AMADA five years ago) it’s easier to contemplate robotic welding. Like any other process, robotic welding is “garbage in/garbage out”—the better the part going into the welding process, the more likely investments in robotics are to be successful.
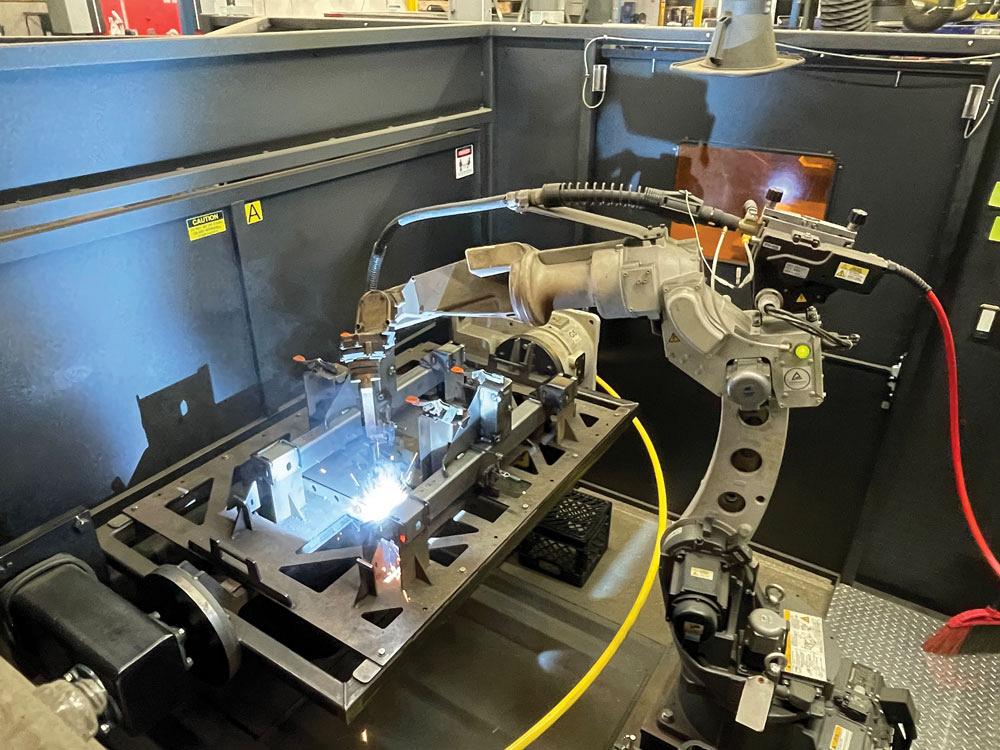
JVC also invested in a Miller Electric PerformArc weld cell equipped with a Panasonic robotic arm. It is designed with a turntable that allows the loading of one side with a fixtured part while another is being welded.
It’s also a matter of knowing what that robotic investment should look like, and JVC had a very good idea of what their “sweet spot” was.
“We know we are doing small to medium-sized weldments, with most of our final assemblies being under 400 lb.,” noted Robb.
JVC invested in a Miller Electric PerformArc weld cell equipped with a Panasonic robotic arm. It is designed with a turntable that allows the loading of one side with a fixtured part while another is being welded.
“In terms of batch sizes and assembly dimensions, this made sense for the widest number of assemblies we currently do,” said Robb.
But not all welding can be completed in a robotic cell.
“We added a Bluco D28 weld positioner, which has been a huge help to us for welding lower-volume parts in the 100 to 400 lb. range that require a lot of precision alignment and manipulation during fitting,” said Robb. “The positioner has a modular fixturing system that greatly reduces our need to build custom fixturing (a big cost savings) and also allows us to build instructions to repeat setups for recurring production using the supplied fixturing components.”
The shop is CWB certified for steel and aluminum welding.
The company also added Gorbel overhead workstation cranes to its welding bays, forming area, and QC areas.
“Having these cranes improves material handling efficiency for larger parts, as well as creates ergonomic benefits to our employees by reducing the possibility of straining themselves in moving parts,” said Robb.
The introduction of the company’s ERP system and further efforts to streamline production have always been tied to other goals for the company owner—getting to a stage where those efficiencies could be recognized through ISO certification.

Here we see finished parts welded in the welding cell.
That goal was achieved about a year and a half ago, opening doors for yet more companies in the marketplace, and adding another level of comfort in its processes among existing customers.
The investment has paid off, and the company continues to experience growth.
“If we continue on our current trajectory, we will be looking at a shop expansion in about two years,” said Robb.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
JVC Precision, www.jvcprecision.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




